
Wire Rope Construction
By Colin Rice
Wire ropes are sometimes poorly understood and so in this article we explore wire rope design and construction.
This is the first article of Part 1 of our Technical Series on Wire Rope. Click here for an outline of the entire Technical Series on Wire Rope.

Figure 1: Elements of design and construction of a wire rope
Individual wires are the basic element of wire rope construction – they are wound (laid) in a helical pattern around a centre wire in a defined pattern to yield a strand.
Strands are then in turn helically laid around a core to yield a wire rope. Figure 1 illustrates the basic elements of construction of a steel wire rope.
The variations in winding patterns, directions of wind and the size and combinations of wires used to create strands is virtually infinite and this makes selection of a rope for a particular application somewhat difficult. A good understanding of the design features and properties of wire rope is therefore useful for people involved in drilling operations.
There are several elements of wire rope construction that are important:
Rope core
The centre core of a wire rope is the foundation upon which the rope is constructed and has a very great impact on the properties and application of the wire rope. Three types of core are commonly used:
Fibre core (FC): This could be a natural sisal rope or a man-made polypropylene rope.
Independent wire rope core (IWRC): This is itself a wire rope made up of wires and strands.
Wire strand core (WSC): This is essentially a single wire around which wires of the same diameter are wound.

Figure 2: Fibre core ropes
Figures 2, 3 and 4 illustrate cross-sections through a range of wire ropes and give a glimpse of how complex rope construction can become.
Figure 2 shows three ropes each with a fibre core. The rope in the top picture is a simple construction of 6 strands each of 7 wires wrapped around a fibre core, hence the term 6 x 7 + fc. The term “fc” means “fibre core”.
The middle picture is a more complex construction. In this rope the strands are made up of 19 wires but they are laid in two layers around a single wire core. This is termed a 6 x 19 +fc rope.
The bottom picture is also a 6 strand rope and again the strands are laid in two layers but in this case, all of the wires are of the same diameter and are themselves wrapped around a fibre core. This rope is termed a 6 x 24 +fc.
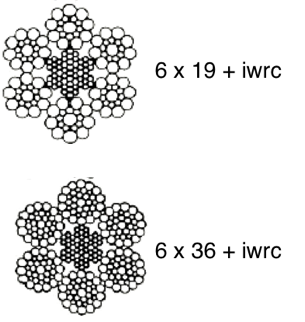
Figure 3: IWRC ropes
Figure 3 illustrates two independent wire rope core (IWRC) ropes. In both ropes the core is a 6 x 7 rope.
The rope in the upper picture is very similar to the 6 x 19 fibre core rope shown in Figure 3 and is termed a 6 x 19 + iwrc.
The lower picture shows a 6 x 36 rope; 6 strands and each strand is made up of 36 wires. This rope is termed 6 x 36 + iwrc.

Figure 4: Wire strand core ropes
Figure 4 illustrates two ropes with wire strand cores. The upper illustration shows a rope made up of six wires wrapped around a single wire, called a 1 x 7 rope.
The lower picture shows a rope made up of six strands wrapped around a core made up of the same strand. This rope has 6 strands each made of 7 wires and so is called a 7 x 7 rope.
Wire grade
In exactly the same way that steel tubing used to manufacture drill rods is manufactured in a variety of grades, so too is the wire used to manufacture steel wire ropes. In many countries wire ropes are available in 4 grades, 1550, 1770, 1960 and 2160 MPa but not all of these grades are available in South Africa.
The grade of the wire indicates the stress at which a wire will break, i.e. it's ultimate tensile strength.
For example, let’s assume that we have a wire rope made of a number of wires of different diameters and let’s assume that the total cross-sectional area of all of the wires is 100 mm2. This is called the “metallic cross-sectional area”.
If the rope is constructed of wires of grade 1550MPa then, we can say that:
Force at failure = 1550 x 100 N
= 155 000 N
If we assume that g = 9,8 msec-2, then we can say that the rope will fail under a load of:
Load at failure = 155 000 / 9,8
= 15, 8 MT
If on the other hand, the rope is constructed of wires of grade 1960 MPa, then by the same method we can say that:
Force at failure = 1960 x 100 N = 196 000 N
Load at failure = 196 000 / 9,8
= 20,0 MT
It is obviously important that the grade of the rope used on a drill rig is known. Lower grade (lower strength) ropes are significantly less costly than higher grade ropes and so the tendency is often to purchase the cheapest rope and so save money. This however, has an impact on the safe working load of the rope and so the depth to which the drill rig can "legally" drill.
Wire finish
Wires used to manufacture ropes are either “bright steel” or galvanised (coated with a layer of zinc). Ropes used in the drilling industry are usually galvanised to improve corrosion resistance.
View the fascinating process of how industrial wire rope is made in the next part of this series.