
Drill Rod Material — Manufacture and Mechanical Properties
By Colin Rice
The tubular steel used to manufacture drill rods must meet strict manufacturing standards and have specific mechanical properties.
This is the second article of Part 1 of our Technical Series on Drill Rod Safety, and we previously considered the forces and stresses on drill rods. Click here for an outline of the entire Technical Series on Drill Rod Safety.
Manufacture of drill rod material
Tubing used in the manufacture of drill rods (and steel casing) can be produced in two ways which result in either a welded or a seamless tube.
Welded tube manufacture
The manufacture of welded tube requires that a flat sheet of steel is rolled so that the ends are brought into contact and then welded together to yield a tube. This tube therefore has a longitudinal weld, or seam running along its length. A great deal of large diameter pipe used for water pipeline for example is made in this way.
Seamless tube manufacture
Seamless tubing was originally manufactured by drilling a hole through the center of a solid steel cylinder called a “billet”. The billet was then heated to a very high temperature and then drawn through a series of dies which reduced its outside diameter and elongated it to form a pipe.
This method was inefficient because it was costly and difficult to drill the hole in the center of the billet and often resulted in a pipe with severe eccentricity (one side of the tube being thicker than the other).
The resulting tube is called a “hot-rolled seamless tube”. Hot rolled tubes have a relatively rough surface finish and limited mechanical strength.
To improve mechanical properties and surface finish, the tube is further “worked” by drawing it through several die and mandrel combinations to further reduce the outside diameter and wall thickness. This “drawing” process is done with the tube at room temperature and since this work is done “cold” it is called “cold drawing” and the resulting tube is termed a “cold drawn seamless tube”. Cold drawn seamless tube has an exceptionally uniform surface finish and very good mechanical properties and dimensional tolerances.
Click here to see the cold drawing procedure in action, in a video from SGM.
Because of the additional processes involved in the manufacture of cold drawn seamless tubing, the product is very much more costly than hot rolled tubes but the very good mechanical properties of the material makes it ideal for the manufacture of high strength drill rods.
All diamond core drill rod therefore is manufactured from cold drawn seamless tubing – hot rolled tubing cannot be used to manufacture diamond drill rod because it of dimensional tolerance and mechanical properties. Rotary percussion and dual-tube reverse circulation drill rods and large diameter blasthole drillpipe can however be manufactured from hot rolled material.
Mechanical properties of drill rod material
Now that we have better understanding of the method of manufacture of drill rod materials, we need to discuss some of the properties of these tubular products and how the method of manufacture affects the mechanical properties of the tubes.
The steels used to manufacture drill rods are not just any old steel – they are high grade alloys and are specifically formulated to deliver the mechanical and chemical properties that will allow the drill rod to safely deliver the required performance.
Drill rod material must be strong so that it can carry its own weight without failing, it must be able to manage the high torsional loads placed on it, it must be flexible enough to negotiate bends and wedges in the borehole and it must be hard enough to resist abrasive wear. Drill rod materials are therefore specifically designed to deliver these properties and an understanding of these properties is important. We will discuss the six most important mechanical properties of drill rod materials:
Yield Strength
We have all played with a spring at some time in our lives by pulling on it and then releasing it. When we pull on the spring it stretches and when we release the spring it returns to its original length. We can then pull a little harder on the spring and it will stretch a little more than it did the first time but again when we release the spring (we remove the tensile force), then it will return to its original dimension. We say that the deformation (stretching) of the spring is “temporary deformation” because the spring returns to its original dimension when the force of removed from it. If we think of this in terms of stress and strain, we can say that the spring is under stress and strain when we pull on it but the stress disappears and the strain becomes zero when the stretching force is removed.
We can continue to stretch the spring by pulling a bit harder (increasing the tensile load) but if we pull too hard, the spring will not return to its original dimension when we release the load on it – the spring has been “permanently deformed”. Effectively we have exceeded the Yield Strength of the spring – we can therefore say that the Yield Strength of a material is the stress at which permanent deformation begins to occur.
The drill rods in a drillstring experience the same situation as we trip the drillstring into a borehole. The top-most drill rod effectively carries the weight of the entire drillstring and so is under the greatest tensile load – if the borehole is so deep that the weight of the drillstring causes the top-most drill rod to permanently deform, then when we come out of the borehole, the top-most drill rod will be longer than it was originally. This also means that the wall thickness of the drill rod will be reduced.
Clearly, we do not want this to happen and so we want the drill rod material to have a high yield strength.
Ultimate Tensile Strength
The second important mechanical property that we must consider is the Ultimate Tensile Strength (UTS).
If we consider the scenario described above, we can imagine the load on the top-most drill rod being increased beyond the point at which the drill rod is permanently stretched to the point at which it breaks - this load corresponds with the Ultimate Tensile Strength of the material.
We can therefore say that Ultimate Tensile Strength can simply be thought of as the maximum stress a material can withstand before failure.
Both Yield Strength and Ultimate Tensile Strength are specified by the steel manufacturer and they are always quoted in units of stress, MPa – the maximum stress at which either permanent deformation begins or the stress at which failure occurs.
Hardness
The hardness of steel is measured in a number of different ways but in this short series of articles we will not discuss all of these methods. Steel manufacturers make a very wide range of different steels for different applications some of which require extremely hard steels – generally however the harder the steel becomes the more brittle it becomes and so drill rod materials are designed to be a balance between, strength and hardness.
In the context of a drill rod, we do not require “hard” material but we want a material that will resist abrasive wear particularly at the box end which is the part of the drill rod most susceptible to abrasive wear. We can therefore think of hardness as being the ability of the drill rod to resist abrasive wear.
Eccentricity (Concentricity)
Seamless tube can exhibit eccentricity which is simply a variation in wall thickness in the tube, this is illustrated in Figure 1.
Clearly eccentricity is undesirable in any drill rod but particularly in diamond drill rod as it will cause vibration and uneven wear due to the very high rotational speeds used. Eccentric tubing also leads to inaccurate cutting of the pin and box threads.
Different drill rod manufacturers will demand different concentricity limits from the steel mills from which they procure blanks, however a limit of +/- 5% of mean wall thickness is generally considered acceptable for diamond drill rod.
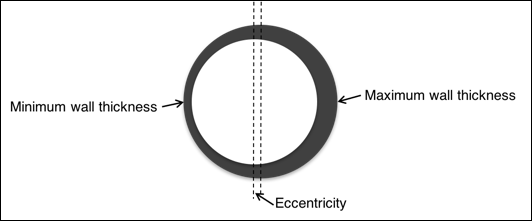
Figure 1: Illustration of eccentricity in a tube.
Straightness
Because of the very high rotational speeds at which diamond drill rod operates it is essential that the drill rod is straight. If the drill rod is not straight then vibration and accelerated wear will result.
Different manufacturers have different straightness specifications but generally a deviation of 1 in 3000 is considered acceptable for diamond drill rod. This means a deviation of 1 mm in a 3 meter rod. Some manufacturers have a much tighter specification and straighten rods to 1 in 6000 which means a deviation of 0.5 mm in a 3 meter drill rod.

Figure 2: Schematic illustration of how straightness of a tube is measured. In the illustration, the maximum allowable deviation as measured on a dial gauge is 0,5mm in a 3 meter tube – this is equivalent to a straightness of 1 in 6000.
Straightness is measured as the drift in the tube as it is rolled in a pair of rollers as shown in Figure 2.
Fatigue Resistance
The sixth and last mechanical property that we need to discuss is fatigue resistance. This is an extremely important property but it is one that is generally poorly understood in the drilling industry.
If we are given a piece of wire to break and we have no tools to use to cut the wire then the simplest way of breaking the wire is to bend it in one direction and then the opposite direction repeatedly. In effect, what we are doing is placing one surface of the wire in a state of tension and the opposite surface in a state of compression and when we bend the wire in the opposite direction we reverse these stresses. As we continue to bend the wire in opposite directions it will eventually break. We say that the wire has been subjected to “cyclic stress reversals” and that it has reached its fatigue limit.
It is important to recognize also that, if we bend the wire only very slightly – in other words, the stress introduced is very small, it will take us many reversals before the wire breaks. If, however we bend the wire much more then the wire will break after fewer reversals. We say that the “amplitude” of the reversals is increased and it is very important to recognize that the greater the amplitude of the stress reversals, the more quickly the wire will break, ie. the more quickly the wire will fatigue. We can therefore simply think of fatigue resistance as the resistance to failure due to continuous cyclic stress reversals.
Steel has the ability to absorb these cycles of stress for an infinite number of reversals if the stress is kept below a certain level. This is illustrated in Figure 3 which is a typical S-N Curve showing the relationship between stress and the number of cycles to failure. The point at which the curve flattens is called the “endurance limit” of the material and if the stress is kept below that level then any number of cycles will not cause failure. Repeated “cycling” at any stress level above the endurance limit will induce fatigue and eventually failure in the material.

Figure 3: Typical SN Curve for steel
Fatigue resistance is an important property of steel and we will discuss it in a great deal more detail in Part 3 of the Drill Rods Safety Series when we discuss modes of failure of drill rods.